-
الهاتف : +86 18861951588
-
البريد الإلكتروني : jade1971@163.com
-
WhatsApp : tengfeiltd(13851019143)

Q69خط إنتاج المعالجة المسبقة للصفائح الف...









Q69خط إنتاج المعالجة المسبقة للصفائح الف...
البريد الإلكتروني : jade1971@163.com
الهاتف : +86 18861951588
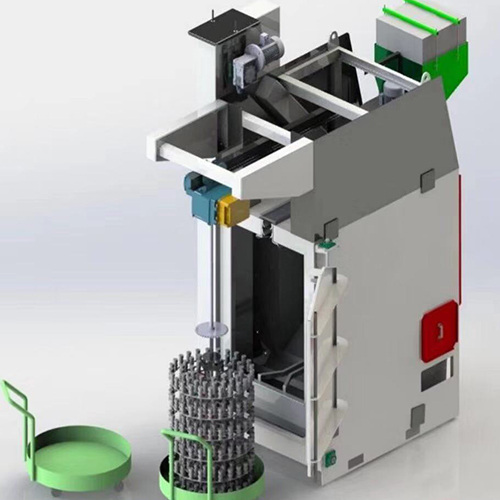
خط إنتاج المعالجة المسبقة للصفائح الفولاذية
تتكون المعدات بشكل أساسي من طاولة بكرة التغذية ، وغرفة التسخين المسبق ، وغرفة تنظيف السفع ، وطاولة الأسطوانة الانتقالية ، وغرفة الطلاء ، وغرفة التجفيف ، وطاولة التفريغ ، ونظام إزالة الغبار ، ونظام التحكم الكهربائي.
عملية التشغيل :
هذا الجهاز عبارة عن عملية مستمرة ذات كفاءة وجودة عالية خلال خط الإنتاج تتم المعالجة المسبقة للصفائح الفولاذية. بعد أن يتم التسخين المسبق للوحة الفولاذية بواسطة طاولة الأسطوانة ، التي تدخل غرفة تنظيف السفع بالخردق. يستخدم عدد من آلات السفع بالخردق عالية الكفاءة ذات اتجاهات و إحداثيات مختلفة طلقة فولاذية لتوليد تأثير قوي واحتكاك ؛ يمكن تقشير طبقة الأكسيد وبقع الصدأ والأوساخ على السطح بسرعة ، ويمكن تنظيف السطح الفولاذي وتقويته. أثناء عملية السفع بالخردق ، يتم جمع خليط غبار الحبيبات المتناثرة تحت الاله من خلال قمع الغرفة الرئيسية والناقل اللولبي الطولي ؛ ثم يتم رفعه إلى الفاصل فوق الماكينة لفصل الحبيبات والغبار. تسقط الجزيئات المنفصلة في مجرى الفاصل. و يتم نقلها إلى كل آلة نسف بالخردق من خلال خط الأنابيب في الموقع لإعادة التدوير. يتم نقل الغبار المتولد أثناء العمل إلى نظام إزالة الغبار من خلال أنبوب العادم. يتم تصريف الهواء النقي بعد التنقية في الهواء الطلق. وتلتقط معدات جمع الغبار جسيمات الغبار وتجمعه.
يتم إرسال الفولاذ بعد السفع بالخردق إلى غرفة التنظيف. تقوم فرشاة تنظيف الحبيبات بتنظيف الجزيئات المتبقية على سطحها. ثم باستخدم منفاخ ضغط عالي للنفخ في جميع الاتجاهات. وبذلك يتم تنظيف سطح قطعة العمل ويتمتع بمستوى نظافة علية لتتم عملية الطلاء. بعد التنظيف ، يتم أرسل قطعة العمل إلى كابينة رش الطلاء. يتم وضع رشاشين في الأعلى والأسفل داخل غرفة الرش لرش الطلاء على قطعة العمل. أثناء عملية الرش ، يمكن ضبط سمك طبقة الطلاء والتحكم فيها عن طريق تعديل سرعة تشغيل طاولة الأسطوانة وحجم منفذ الرش ، واختيار وضع العمل. يتم إرسال اللوحة الفولاذية بعد رش السطح إلى غرفة التجفيف من أجل معالجة التجفيف. تتبنى غرفة التجفيف طريقة الاحتراق أو التسخين الكهربائي. بعد أن يتم تجفيف قطعة العمل في حجرة التجفيف ، بعدها تدخل في النهاية طاولة أسطوانة التفريغ ، وتنتهي أخيرًا من المعالجة المسبقة للوحة الفولاذية.
|
رقم الطراز |
الوحدة |
Q698 |
Q6912 |
Q6915 |
Q6920 |
Q6925 |
Q6930 |
Q6940 |
|
تنظيف العرض الصفيحة الفولاذية |
mm |
800 |
1200 |
1500 |
2000 |
2500 |
3000 |
4000 |
|
قياس المدخل |
mm |
800×400 |
1200×400 |
1500×400 |
2000×400 |
2500×800 |
3000×500 |
4000×400 |
|
بتنظيف الطول للوح الفولاذي |
mm |
1200-12000 |
3000-12000 |
2400-12000 |
4500-18000 |
|||
|
سرعة الأسطوانة |
m/min |
0.8-4 |
0.5-4 |
0.5-5 |
0.5-4 |
0.5-4.5 |
0.5-4 |
2-8 |
|
سمك لوحة التنظيف |
mm |
3-60 |
1.5-60 |
3-60 |
3-110 |
4.5-100 |
||
|
كمية التفجير بالخردق او الرصاص |
kg/min |
4×250 |
6×250 |
6×360 |
||||
|
كمية طلقات الصلب التي تم تحميلها لأول مرة |
kg |
2000 |
3000 |
4000 |
4500 |
4500 |
8000 |
11000 |
|
فرشاة أسطوانية (مكشطة) تعديل الارتفاع |
mm |
200 |
200 |
350 |
450 |
600 |
850 |
900 |
|
التهوية |
m3/h |
8500 |
17000 |
19000 |
20000 |
28000 |
38000 |
40000 |
|
الابعاد الخارجية (L×W×H) |
mm |
25017×4500×9015 |
12180×4250 ?095 |
15280×5370 ?797 |
30650×6850 ?095 |
31200×8070 ?500 |
44042×8070 ?500 |
45000×7830 ?1117 |
|
العمق الجوفي |
mm |
800 |
1600 |
2200 |
2800 |
300 |
2800 |
4300 |
|
إجمالي الطاقة (باستثناء مجمع الغبار) |
kw |
78.3 |
78.3 |
113.5 |
156.6 |
224.55 |
204.8 |
293.6 |






Contact US
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.